explain semi crystalline materials
Semicrystalline polymers contain crystalline regions (analogous to grains in a metal) and amorphous regions. A polymer molecule is usually very stiff when it is strained parallel to the molecular backbone – but if the molecules are randomly oriented as in an isotropic amorphous polymer, the behaviour is dominated by the weak inter-chain bonds.
By aligning the molecules parallel to the applied stress, we can achieve much greater stiffness. The degree of molecular alignment and the degree of crystallinity are both important in controlling the properties of a polymer product
What are the main categories of polymer processing?
Extrusion
Injection Moulding
Thermoforming
Rotational Moulding
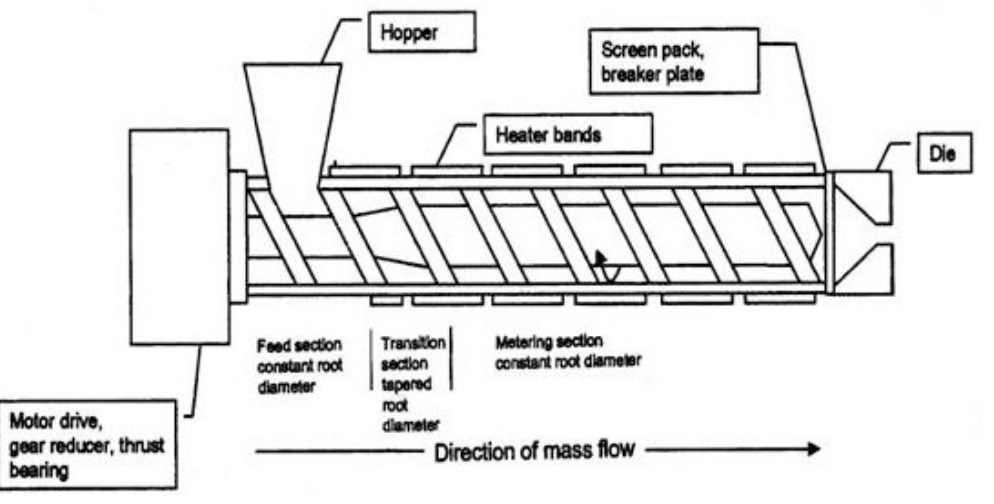
Explain the scew extruder
Granules of polymer are fed into the hopper.
The screw turns and drags the polymer along the extruder.
Heat from friction with barrel walls, and also external heat source.
The polymer granules are melted and compacted, and
the screw movement also mixes and homogenises the melt.
The molten polymer leaves the extruder through a shaped die which defines the geometry of the product (e.g. sheet, film, pipe, rod, or more complex sections such as channels for constructing windows/doors).
Pressures are high, temp is greater than Tm
What are the varients of the basic extrusion process, Granules-
After the polymer is synthesised (usually from oil), it is passed on to processors in the form of granules. The polymer is extruded through multi-hole dies to form laces 3-6mm in diameter. The laces are cooled and chopped into regular granules – used as feedstock for other processes perhaps after blending with additives/fillers
What are the varients of the basic extrusion process,
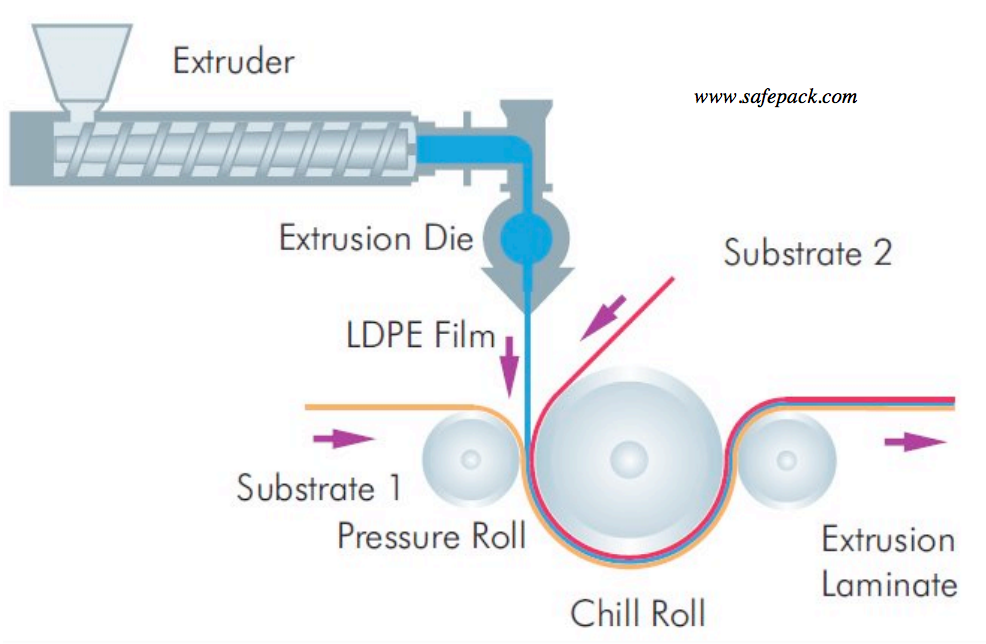
Thick film/sheet
Multilayer films are common for packaging, as the different properties of polymers can be combined.
Extrusion of one or more polymers through a long slit can be followed by quenching: - With air jets or - On to cooled metal rolls and the product may then be stacked (panels) or rolled (sheet).
What are the varients of the basic extrusion process,
Pipes and hollow sections
The melt flow is divided and then exits the die.
The torpedo helps the polymer to divide and flow round the mandrel.
The extrudate may remain as a pipe, or it may be immediately turned into some other shape
What are the varients of the basic extrusion process,
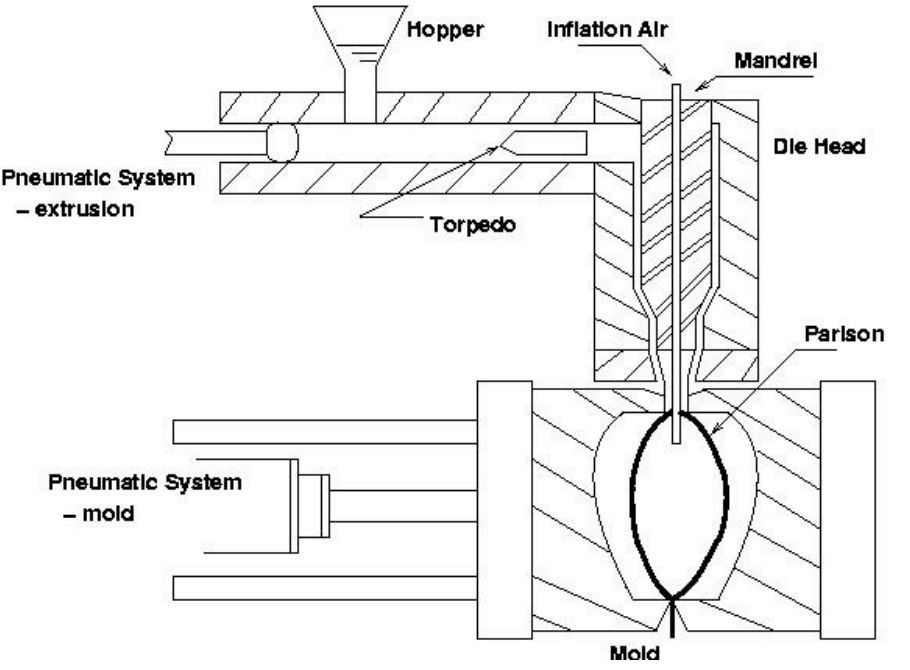
Extrusion blow moulding
A tube of polymer is extruded vertically from an annular die.
A mould is clamped around the tube while it is still hot, and the tube is inflated with compressed air until it fills the mould.
After cooling it is removed from the mould and cut from the remaining tube.
Widely used for containers e.g. bottles.
What are the varients of the basic extrusion process,
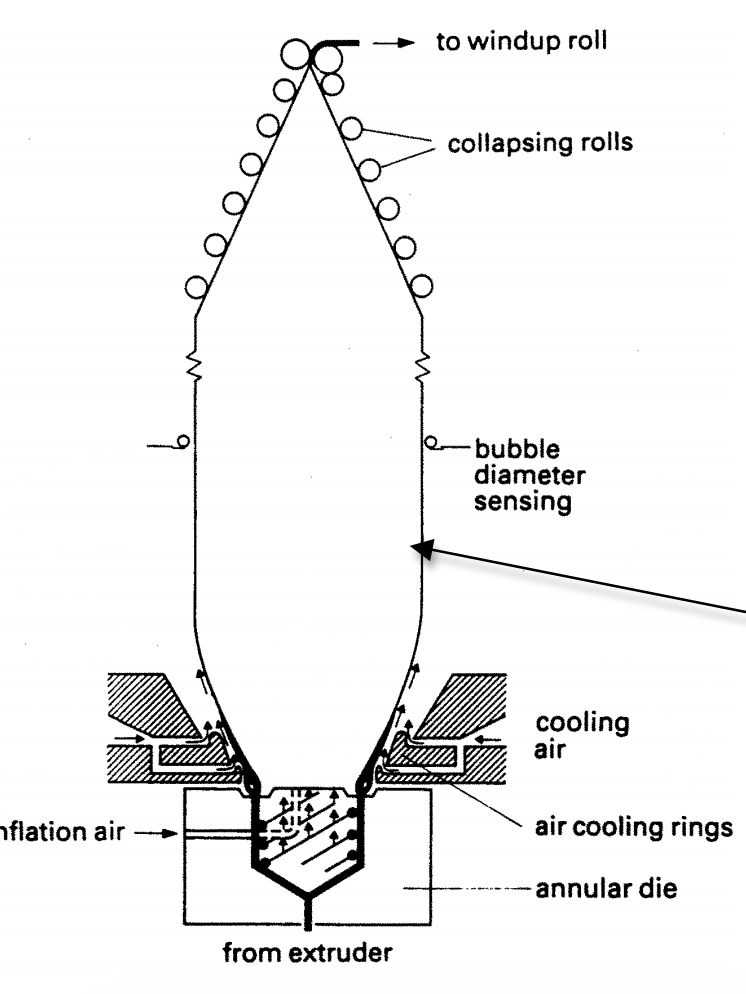
Film Blowing
Most polymer film is made by blowing, which allows biaxial alignment of the polymer molecules in the film.
Molten polymer is extruded through an annular die and inflated, providing circumferential hoop stresses and resulting in molecular alignment in this direction.
Tensile stress is provided by pulling rolls, resulting in molecular alignment is this direction as well.
The alignment increases the film strength, so it can be made thinner
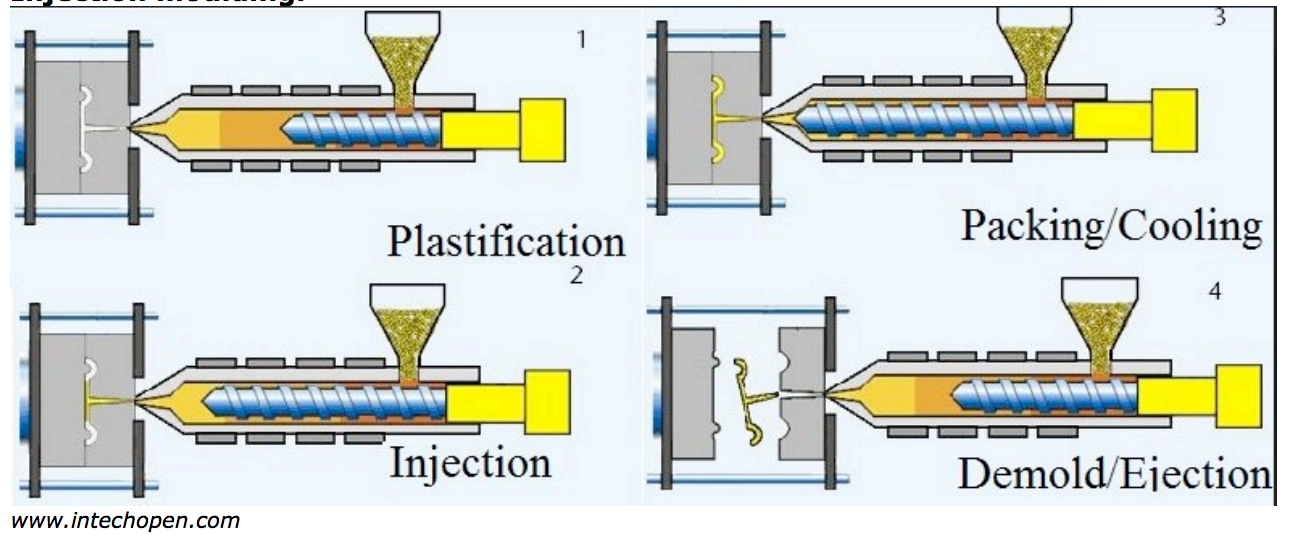
Explain injection moulding
Very versatile process
. Molten polymer is forced into a shaped metal mould at high speed and pressure.
It cools and solidifies rapidly, and the mould is then opened to release the article.
Very short cycle times can be achieved
generally uses a screw extruder to mix and melt the polymer, but the process differs from the continuous processes in a critical respect
The molten polymer accumulates in a chamber in front of the screw, and only once the chamber is full is the whole charge ejected into the mould cavity.
This is achieved by the whole screw moving forwards, acting as a hydraulic ram.
Once the polymer in the mould is solid, the screw can be drawn back so that the molten polymer can be collected again.
What are the important variables in injection blow moulding?
Injection pressure: The polymer shrinks as it cools and crystallizes. High pressures allow some compensation.
Component thickness: Increased thickness reduces cooling rates, so increases shrinkage especially in semicrystalline polymers, as there is then more crystalline material which has a higher density.
Hold-on times: Time that the die is under pressure. Longer time counterbalances shrinkage (as long as the polymer is still molten at gate).
Mould temperature: Increasing mould temperature reduces cooling rate, increases crystallisation. Implications for shrinkage.
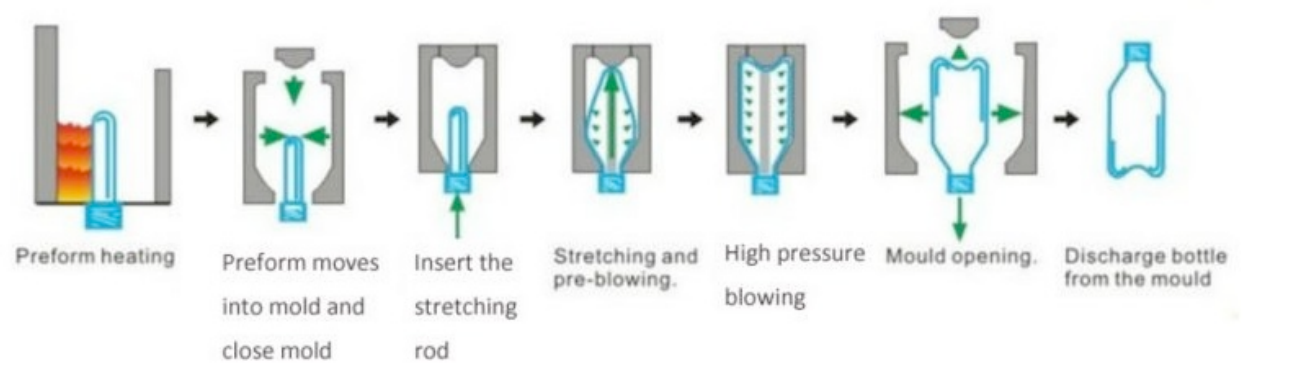
What is stretch blow moulding?
Used for containers –
differs from extrusion blow moulding as the polymer is biaxially oriented and walls can be made thinner
. An injection-moulded pre-form is heated and stretched longitudinally before also being inflated.
Polymer chains are biaxially aligned in both the hoop and axial directions (ie in the plane of the wall) giving higher strength and stiffness in this plane.
Process control is critical to optimize the properties.
Example: PET bottles for fizzy drinks: low permeability to carbon dioxide
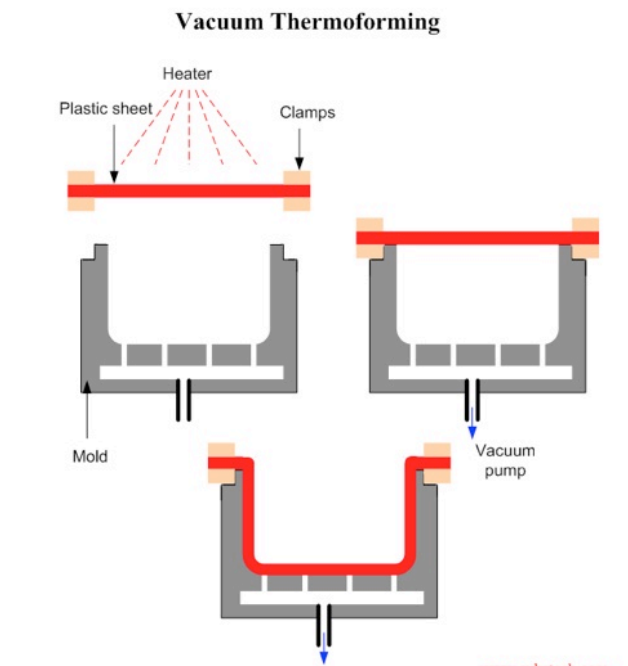
What is thermoforming?
Used for large thermoplastic parts in simple shapes
- Heated sheet deform onto a mould
- Various methods can be used to achieve this
- Vacuum
- air pressure
- moving die etc
Used for packaging: cups, trays etc
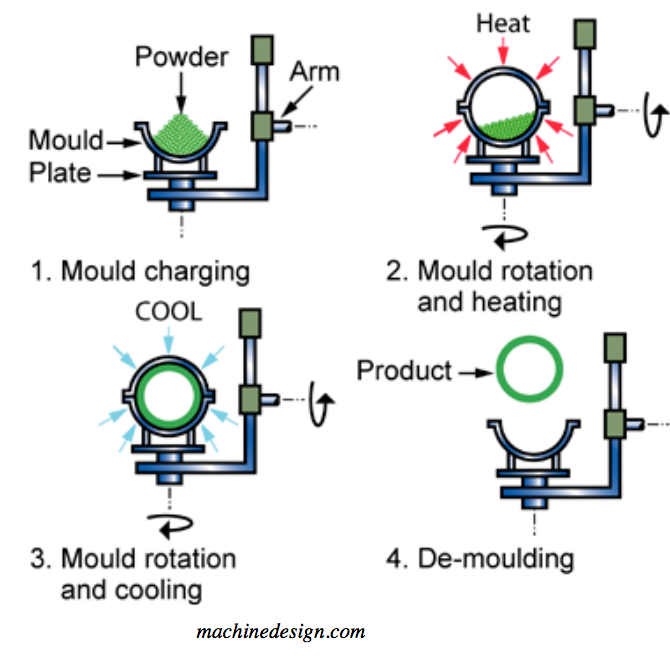
What is rotational moulding?
Hollow mould is charged with thermoplastic granules, then heated and rotated.
The granules adhere together to form the component (but do not fully melt).
Typically used for PE or PP parts.
Cheap: does not need expensive equipment; moulds made from aluminium sheet
so easily made and customised; can be large.
External heat provided by hot gas.
There is no molecular alignment.
Product hollow, but with poor control of wall thickness
. Typical products: Traffic cones, tanks, canoes, pallets, toys.
Explain molecular chain length
Average chain length; distribution range of length
Determined by how the polymer was made (e.g. what catalysts, temperature and pressure).
Longer chains give higher strength, higher softening temperatures, often higher crystallinity
Explain molecular shape
Linear or branched chains?
Determined by how the polymer was made.
Linear chains show less entanglement and are more likely to crystallize
Explain side groups on chain backbone
Nature and distribution of side groups attached to chain backbone
Nature determined by chemical formula. Distribution determined by how polymer was made.
Influences how easily chains are able to move past each other under stress. Large side groups inhibit crystallization giving an amorphous polymer
Explain van der vaals bonds
Van der Waals bonds Weak ‘proximity bonds’ which break and re-form easily around TG.
Intrinsic to the polymer.
Number and nature determine glass transition temperature TG. Provide polymer rigidity below TG
Explain entanglements
Entanglements
Friction between polymer chains.
Important for strength above TG
Explain Secondary bonds
Strong chemical bonds between chains, similar to those within the chains. Determined by nature of polymer and processing conditions.
Thermosets have many secondary bonds and therefore cannot melt, retaining stiffness when heated
Elastomers and rubbers have a few.
Thermoplastics have none (and thus melt when heated)
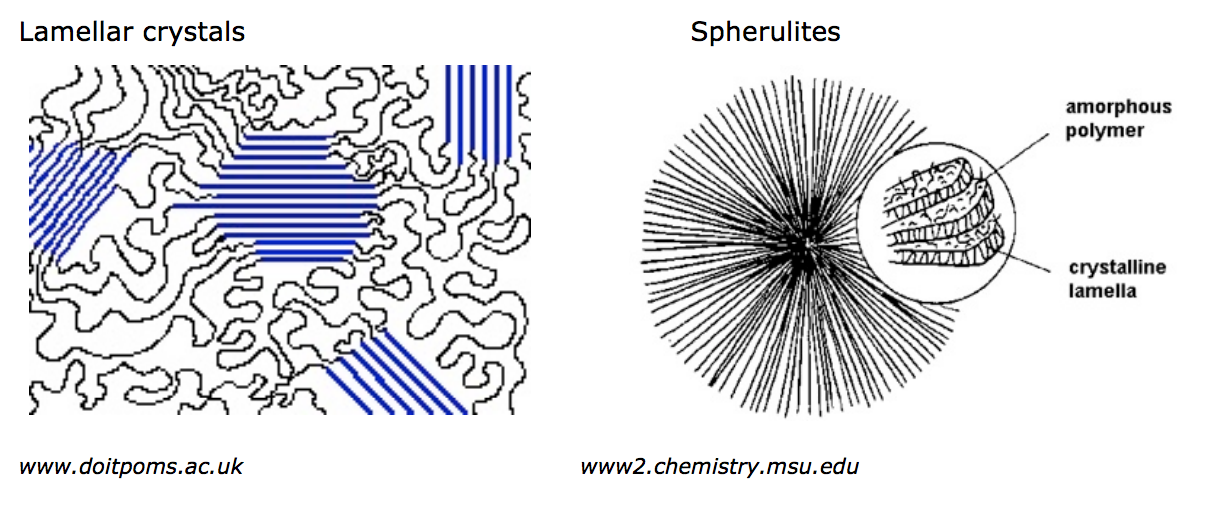
Explain Crystallinity
Crystalline regions have denser chain packing than amorphous material, with higher elastic modulus and tensile strength.
Density can be used to indicate degree of crystallinity.
Because of the geometry of chain folding (which requires amorphous regions between crystalline regions), the maximum amount of crystallinity does not normally exceed about 80%.
Crystals may be dispersed through the material, or may form regions with spherical symmetry (spherulites):combined crystalline/amorphous region.
Crystallization causes significant volume reduction during solidification.
- higher crystalline for slower cooling rate
during processing, thick sections will generally cool more slowly than thin sections, resulting in a higher degree of crystalinity
This can lead to shape distortion
Explain Chain allignment
Strength and elastic modulus increase enormously in the direction of chain alignment, but there is an equivalent deterioration in properties normal to this direction.
Chain alignment allows very strong fine threads of polymers to be created: the effect of draw-strengthening.
Extensional flow leading to chain alignment occurs when the polymer is subjected to drag from the walls. Very importantly, this is associated with extrusion of the polymer through a die.
Polymer molecules become aligned parallel to the flow direction.
Molecules are naturally randomly coiled (highest entropy state).
Due to friction on the wall of the die they become aligned parallel to the flow direction.
This can lead to change in shape as the extruded product emerges from the die:
What is melt swell and how can it be reduced?
Polymer expands as it leaves the die because of an elastic response as the compressive stresses encountered in the die are released.
This causes some adiabatic heating, and the viscosity drops. The polymer chains then coil up, giving expansion normal to the extrusion direction. This is melt swell.
To Reduce:
(a) The product can be tensioned whilst still hot: using draw down to reduce melt swell.
(b) Rapid cooling of the product as it leaves the die, to generate a ‘frost line’ and freeze in the aligned polymer chain structure.
(c) Change the design of the die.
